Furnace Operation
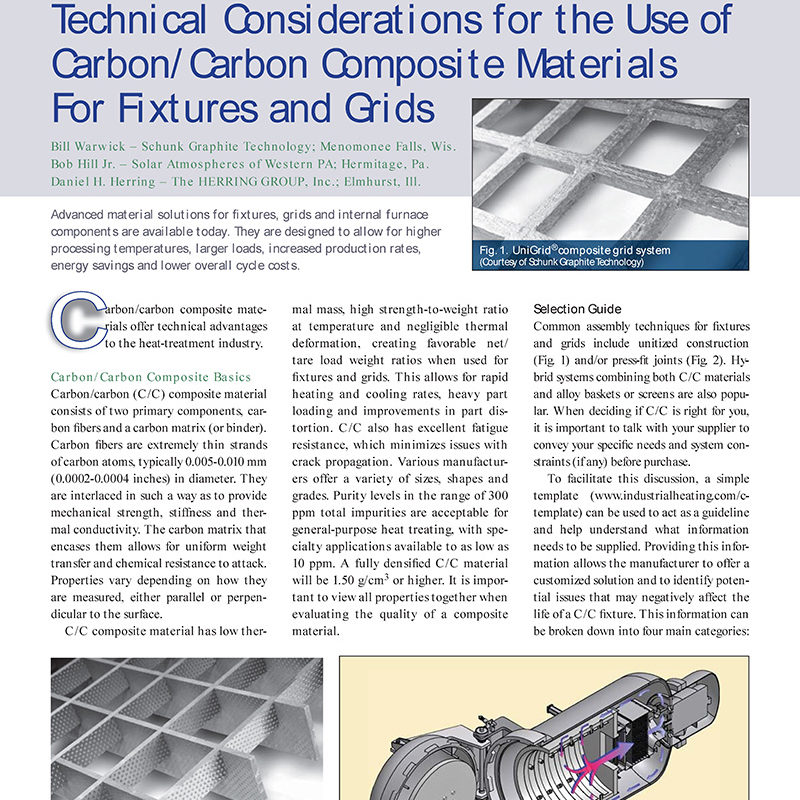
Technical Considerations for the Use of Carbon and Carbon Composite Materials for Fixtures and Grids
Advanced material solutions for fixtures, grids and internal furnace components are available today. They are designed to allow for higher processing temperatures, larger loads, increased production rates, energy savings, and lower overall cycle costs.
Operating A Vacuum Furnace Under Humid Conditions
A specific concern to a vacuum furnace user is processing critical work during summer months with high temperatures and high humidity. This same concern could also be a problem on rainy winter months. Under these difficult conditions, it is most important to understand the impact that humid conditions can have on the final surface condition and appearance of the processed parts. Work discolored or oxidized by residual water vapor is unacceptable and must be controlled for many critical components like aerospace parts or medical implants and instruments. This paper will try to explain factors relating to humidity, air temperature, and methods to improve final product appearance and minimize possibility of contamination.

Maximizing Vacuum Furnace Gas Quenching Performance
There are many areas that engineers must consider when attempting to design a new and high performance gas quenching vacuum furnace.

Understanding PID Temperature Control As Applied To Vacuum Furnace Performance
Proportional-Integral-Derivative (PID) control is the most common control type algorithm used and accepted in the furnace industry. These popular controllers are used because of their robust performance in a wide range of operating conditions and because of their simplicity of function once understood by the processing operator. The purpose of this paper is to further define and thoroughly explain the basics of the PID controller. It should be noted that many current instruments incorporate what is called an “Autotune” feature which can automatically set the PID variables for a given temperature setting allowing the operator to bypass much of the initial manual requirements. However, Autotuning was not introduced until the late 1980’s and there still exists many instruments in use which do not have this tuning feature and must still be manually set-up. Also, Autotuning often requires additional tuning or tweaking to reach final acceptable results. By understanding fully the basics of the PID functions as described below, it is hoped that any final adjustments or tuning will be simplified. Further discussion of the Autotune feature follows below. As the name suggests, the PID algorithm consists of three basic components: proportional, integral and derivative which are varied to get optimal response. If we were to observe the temperature of the furnace during a heating cycle it would be rare to find the temperature reading to be exactly at set point temperature. The temperature would vary above and below the set point most of the time. What we are concerned about is the rate and amount of variation. This is where PID is applied.

Optimizing Procedures For Temperature Uniformity Surveying For Vacuum Furnaces
A Temperature Uniformity Survey ( TUS ) for a vacuum furnace to satisfy AMS 2750D must be performed using established procedures and methods that fully meet the requirements of the specification and allows for consistent and more accurate results of actual furnace capabilities. Solar Atmospheres and Solar Manufacturing, with their extensive vacuum furnace experience and processing knowledge, have combined to create a standard procedure for TUS for all newly manufactured and current in-production vacuum furnaces. This procedure considers the many critical aspects of AMS 2750D that must be fully satisfied to produce acceptable processing results and the following outline could be applied to any vacuum furnace user to satisfy their TUS requirements.
High-Pressure Gas Cooling: the Case for Hydrogen
Hydrogen’s cooling power makes it an attractive higher performance alternative to nitrogen as a quenching gas, particularly in light of escalating price of helium. However, safety issues must be resolved before heat treaters will adopt it.

A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient
High pressure gas quenching is a valuable tool to help the Heat Treater minimize part distortion, achieve both surface and core hardness, and optimize part microstructure. Understanding the role of the heat transfer coefficient–and that it can be measured–will help quantify the factors that influence quenching performance.
Adding High Velocity to High Pressure Gas Quenching
When gas quenching, the minimizing of heat treat distortion is gears may be a matter of high pressure and high velocity. That’s what Solar Atmospheres thinks, that’s why the heat treat company sends helium gas into its vacuum furnaces at more than 100mph.

High Gas Velocity: A New Frontier of Cooling Performance in Vacuum Furnaces
Because there are diminishing returns in cooling capacity by simply increasing quench-gas pressure, increasing gas velocity might be the answer to the problem.