Vacuum Nitriding
Gas Nitriding of Titanium
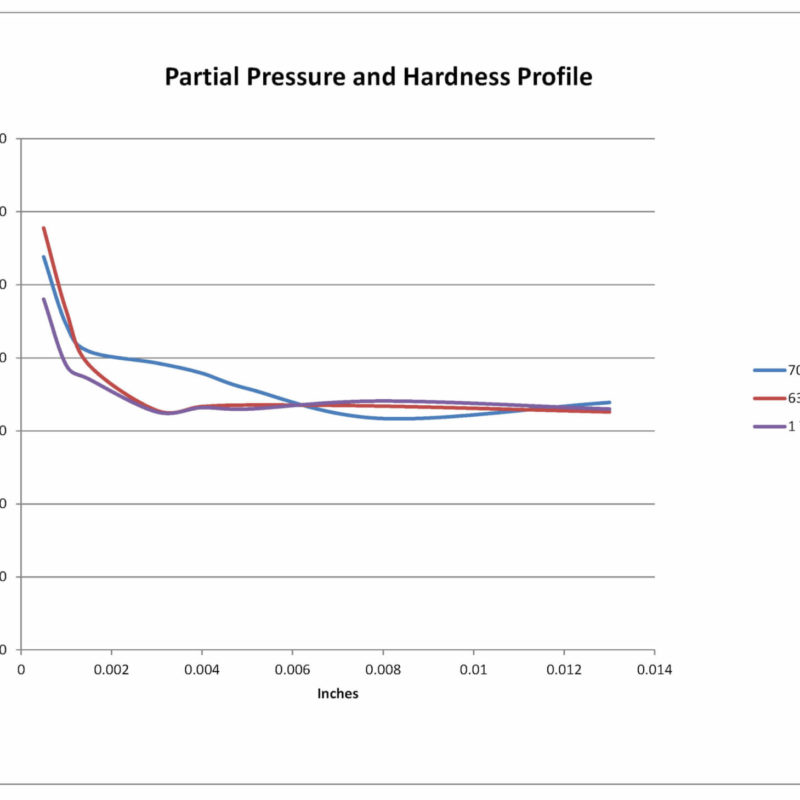
This preliminary study revealed that the partial pressure of nitrogen when gas nitriding Ti-6Al-4V in a vacuum furnace can have a significant effect on the nitrided case characteristics.

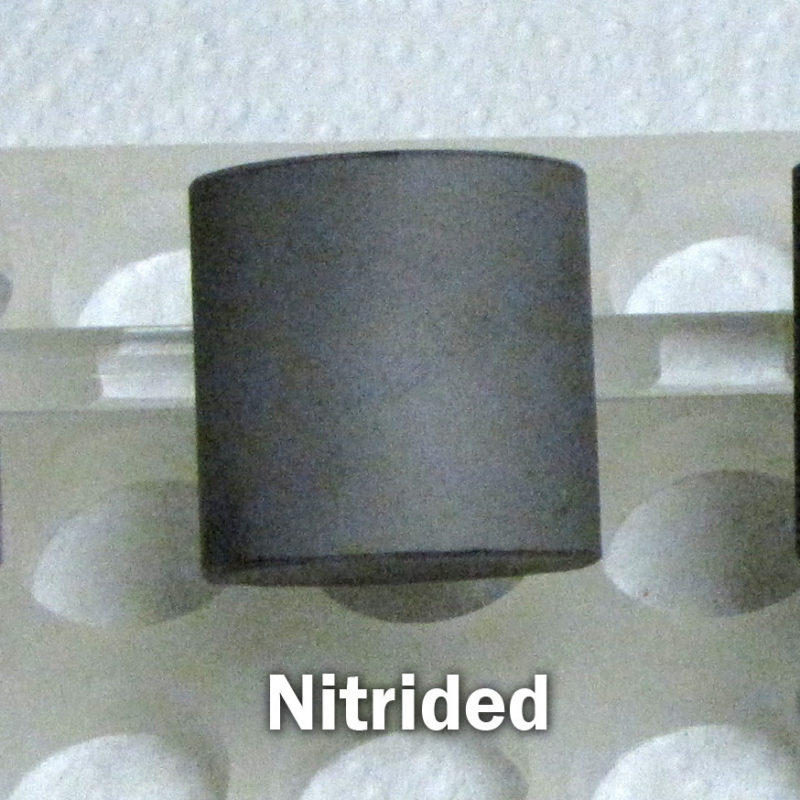
Enhancing Titanium Friction & Wear Properties
For all of the known benefits of titanium alloys in all sorts of applications, from medical to aerospace to automotive, titanium is also known to exhibit poor tribological properties. That is, it has a high coefficient of friction (COF) when in moving contact with essentially all structural metals, resulting in poor sliding and adhesive wear resistance that leads to failure by galling (cold welding). Because of this, metal-to-metal applications encountering friction and wear considerations require a surface treatment for adequate serviceability. One such treatment is solution nitriding, which is performed in a vacuum furnace using partial pressure nitrogen gas at elevated temperatures in the annealing range. Solution nitriding is classified as a diffusion process where nitrogen gas dissociates and nascent nitrogen is adsorbed and diffused into the titanium matrix. Like other diffusion processes, the depth of the diffusion zone is dependent on the time of the treatment. For alloy Ti-6Al-4V with a core hardness of 30 HRC, Solar Atmospheres has generated hardnesses as high as the mid-60’s to upper-60’s HRC (converted from HV 25gf) at a depth of 0.0076mm (0.0003”), followed by a gradual decrease in hardness to the core over a distance of 0.25mm (0.01”). Shorter cycle times have produced hardnesses in the mid-50’s to high-50’s HRC and shallower total case depths.

In Situ Oxidation of Steels as an Effective and Economical Pretreatment for Uniform and Consistent Vacuum Gas Nitriding Results
A vacuum-purge gas nitriding furnace was modified to develop a process and a furnace enhancement to produce a controlled in situ oxide layer on the surfaces of steel parts using various oxidation techniques. The process is an effective alternative to conventional grit blasting of materials as a means of surface preparation for uniform and consistent nitriding results. Pre-oxidation is known to enhance receptivity of steel part surfaces to the effects of nitriding, and in situ oxidation is inherently efficient and economical. Topics discussed include the type of oxidizing carrier used in the furnace, practical methods used to control the oxidation, and a gas delivery system developed to inject gases with an elevated dew point for the purpose of providing a controlled oxidizing atmosphere. Comparative tests with other activation techniques, and results with no activation, will be discussed along with approaches to technical process difficulties encountered.

Controlling Compound (White) Layer Formation During Vacuum Gas Nitriding
Solar Atmospheres has established a method of controlling the amount and depth of White layer resulting from Gas Nitriding. This procedure was accomplished following extensive testing using AISI 4140 Steel in a Solar Atmospheres Gas Nitriding Vacuum furnace. Various applications requiring Nitriding often require specific White layer limits which can now be provided by this process. Following an initial rapid pump down to produce an Oxygen free, vacuum environment, the Nitriding cycle consisted of a pre-heat at a partial pressure of Nitrogen followed by Nitriding at a slightly positive pressure using an Ammonia/Nitrogen mixture. Many cycles were performed varying the time and gas flow parameters at temperature and the resulting White layer composition and thickness determined. The key to controlling the White layer formation was the introduction of a Boost-Diffusion technique during the Nitriding phase. Surface hardness and depth of nitride zone were then recorded from microhardness measurements and metallography. All this data was compiled to establish Nitriding procedures that provide the final desired structure in the minimum cycle time. This includes processes that produce the minimum depth or complete absence of White layer as dictated by the final application of the parts.

Vacuum Gas Nitriding Furnace Produces Precision Nitrided Parts
Currently, nitriding is carried out predominantly in pit type vertical furnaces with metal alloy retorts to hold the work load during the nitriding cycle. The large thermal mass of these furnaces requires long heat-up and cool-down times. Another factor is that the ammonia nitriding gas cracks not only on the work load but on the metal retort too. In time, this leads to non-uniform nitriding of the work, and the retort has to be conditioned before uniform nitriding can be restored. In contrast, the much smaller thermal mass inherent in vacuum furnaces (as well as other features) offers an opportunity of designing a more desirable vacuum furnace for providing efficient uniform nitriding. Such a furnace was designed and developed over several years to replace traditional retort gas nitriding.

Low Torr-Range Vacuum Nitriding of 4140 Steel
Although the nitrided surfaces from atmospheric pressure nitriding and low-torr nitriding are similar, there are some advantages of the low-pressure nitriding including faster turn-around time, a very pure starting atmosphere, the ability to clean the surfaces of the parts using hydrogen prior to the nitriding, and uniform atmosphere.
The Advantages of Ion Nitriding Gears
Ion Nitriding gears has the potential to eliminate the need for expensive post-heat treatment operations. The advantages of ion nitriding compared to conventional hardening methods are presented from the point of view of a custom gear shop executive and a heat treater.
Operating Experience with a New Reactive Ion Plating Unit for TiN Coating
During 1986, a physical vapor deposition titanium nitride reactive ion plating unit, the first of its kind shipped to the U.S., was put in to operation. It was designed for electron beam evaporation of titanium, utilizing triode plasma configuration and hot filament ionization assist. This article outlines some start-up and learning problems, and describes present equipment, Vacuum Furnace Systems Corp. modifications, and helpful processing tips.

Ion Nitriding Principles and Applications
Ion nitriding is a case hardening process that has been in existence in Europe for many years. In the U.S., no attempt was made to use this process in production until after 1950. Furthermore, the promotion of production ion nitriding here was only accomplished within the past 10-15 years. Although there are many small to moderate quantity applications, the smaller user has considered the process more of a mystery than proven science and suspected everyday processing was only feasible in a university laboratory or a large corporation.