A Unique Method to Oxynitride in a Vacuum Furnace
Recent advancements in instrumentation and other process controls have allowed engineers, chemists, and metallurgists to continually strive to develop new applications for the modern vacuum furnace. Heat treating cycles continue to be developed for materials and processes not previously thought to be applicable to vacuum equipment.
One of the more recent successes was to Oxynitride steel product in a continuous process in one furnace and one cycle. Although this trial was completed in a laboratory type R & D furnace on a rather small scale, it is anticipated that equipment such as the modern Vacuum Gas-Nitriding Furnace described in a recent ASM Publication[[1]] would be easily applicable and provide production load capabilities.
Oxynitriding can best be described as a process where the material has first been Nitrided and is then purposely oxidized to form an additional performance enhancing layer. We realize that existing efforts for providing an Oxynitrided-type product are usually processed in salt bath or gas retort type equipment with varying success.[[2]] Our effort was to try to advance and improve the process by using a vacuum furnace to provide an environmentally clean, “Green” method with faster and more consistent results.
The resulting complex oxidized surface layer improves part corrosion resistance, while still maintaining the excellent wear resistance imparted by the Nitriding. The end product has an attractive dark, matte gray finish. We believe varying the oxidizing time will result in several different shades of gray that can approach black if desired. Certainly, the application of supplemental corrosion inhibiting polymer treatments could potentially allow for a variety of colors to be produced, including an aesthetically pleasing dark, lustrous black.
The development of this Oxynitriding process in a vacuum furnace and its benefit regarding improved corrosion resistance consisted of the following:
- Three samples of H-13 Tool Steel were prepared for processing.
- One piece of the material was set aside to represent the Non-Treated virgin state.
- One piece was vacuum gas Nitrided and set aside to represent the Nitrided only condition.
- The remaining piece was gas Nitrided in the vacuum furnace and then oxidized in the same cycle by the introduction of a partial pressure of wet inert gas. The wet inert gas provided the oxidizing agent (dissociated H2O at the Nitriding temperature) to achieve the desired end result.
- This piece was set aside to represent the Oxynitrided condition of the testing.
- The three samples were then subjected to an ASTM B117 salt spray test for 156 hours by an independent commercial testing laboratory. The objective was to compare the corrosion resistance of the Oxynitrided part to the Nitrided and Non-Treated virgin part throughout the salt spray testing time. The results were photographically recorded at specific time intervals of testing to determine how each part and treatment compared.
- The laboratory reported the % of red rust on each sample surface after each time interval (see Table 1)
Results:
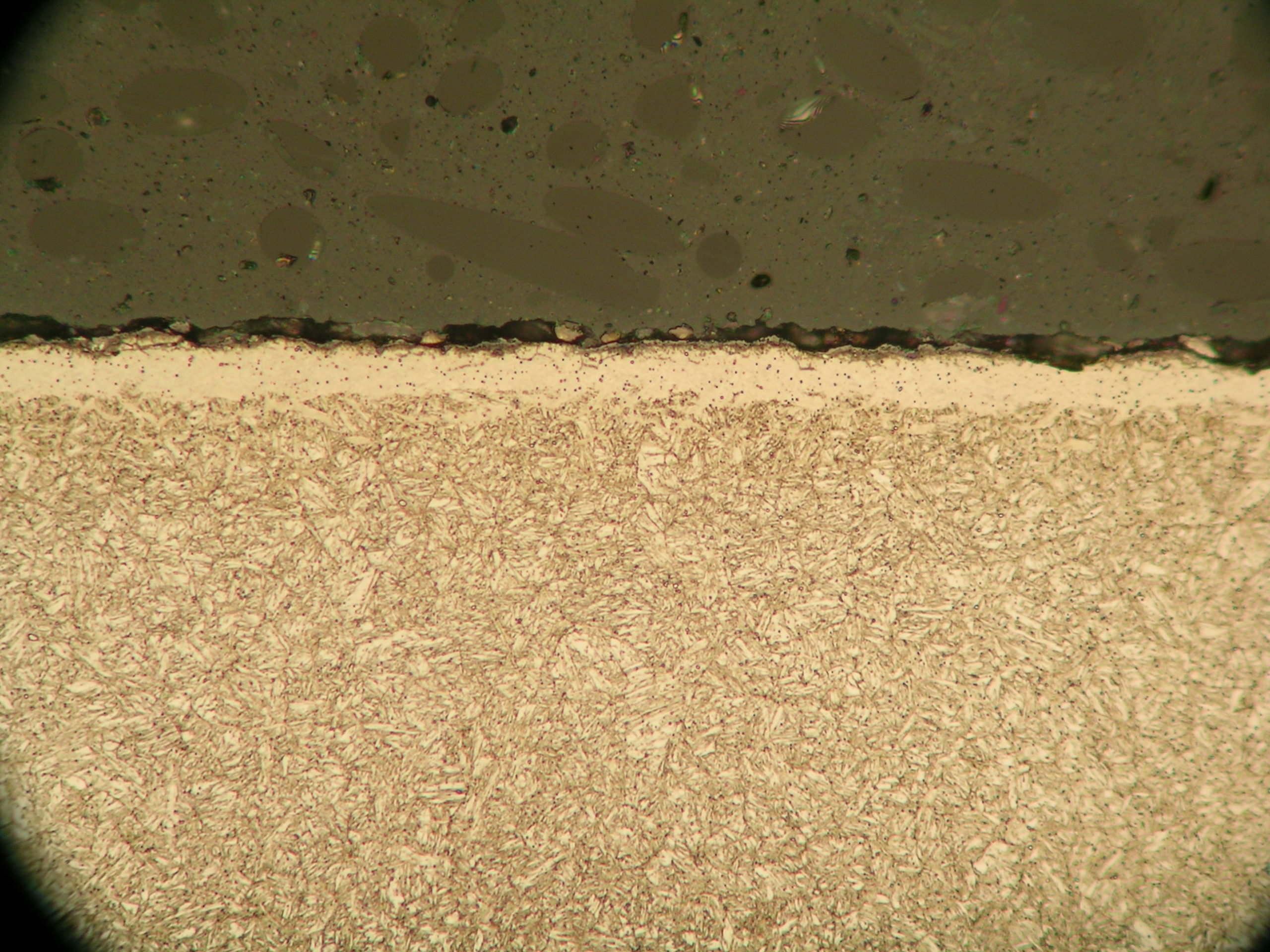
The comparison of rust progression on the Non-Treated virgin, Nitrided, and Oxynitrided parts is detailed in Table 1. Figures 1-3 are visual views of corrosion development for time periods of 0, 84, and 156 hours, respectively. Additionally, Figure 4 is a photomicrograph of the Oxynitrided part after the 156 hours salt spray test, clearly showing that no observable corrosion attack has occurred on the surface.
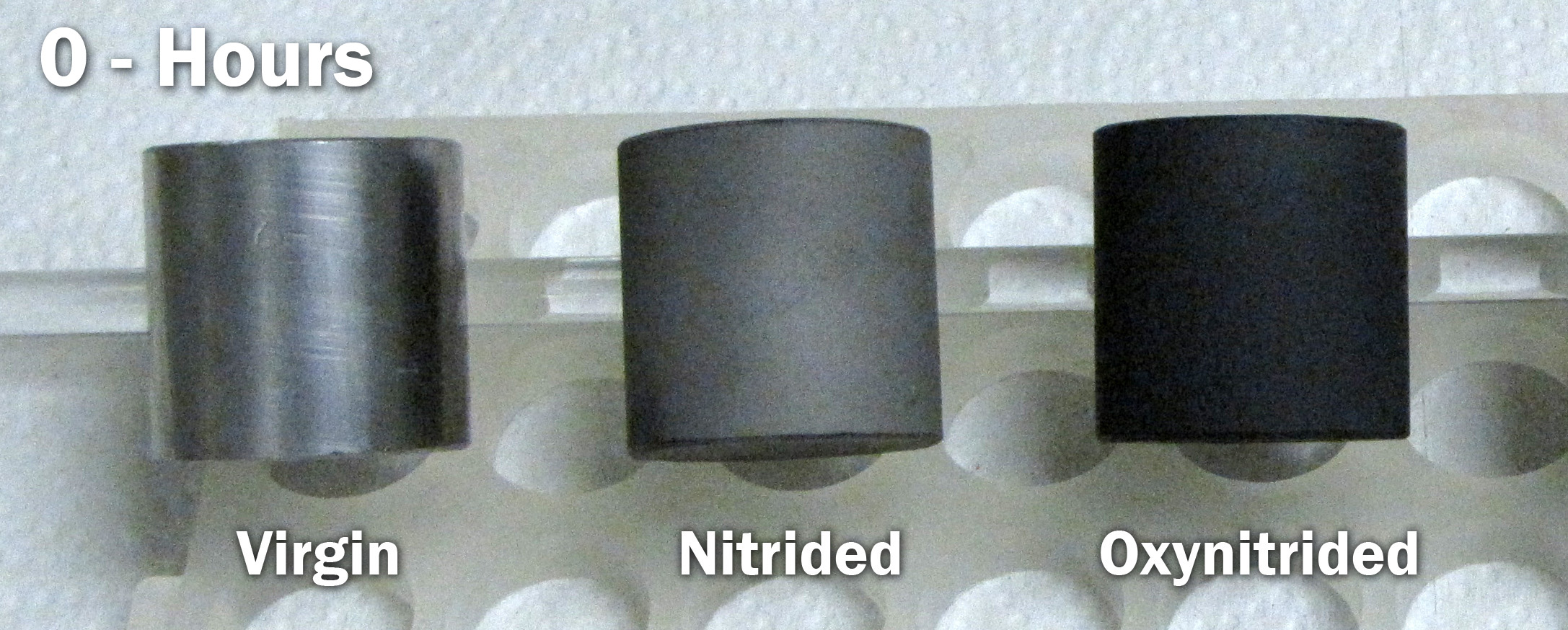
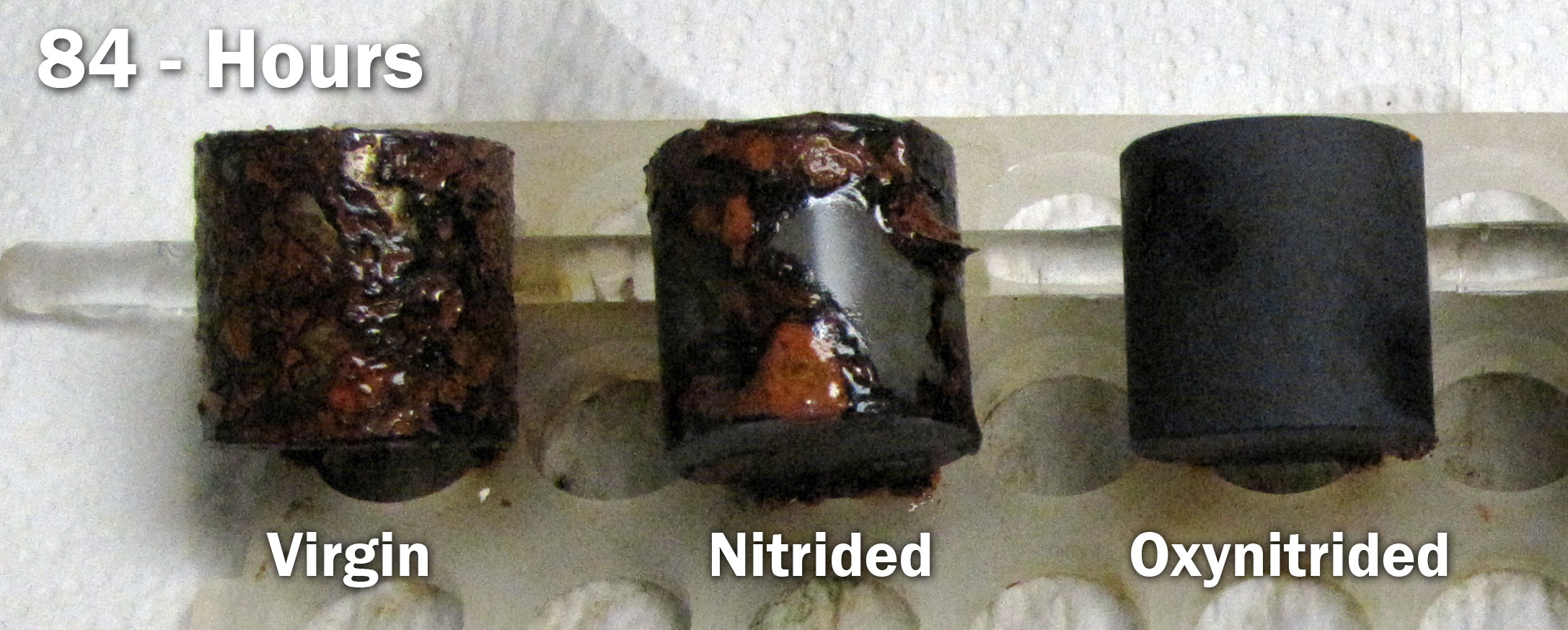
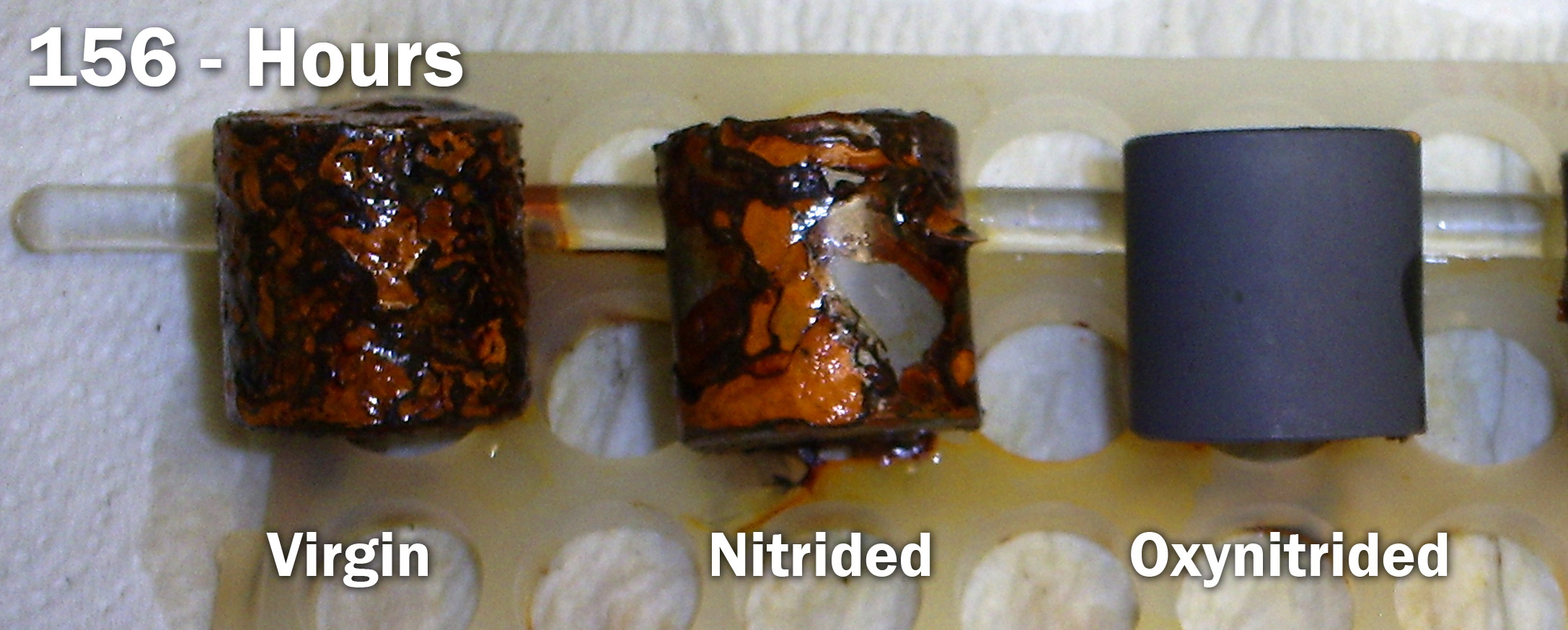
Table 1
H–13 Sample Results Versus Salt Spray Time Exposure
% Rust Observed
| Exposure Time (HRS) | Non-Treated Virgin Metal | Nitrided Only | Oxynitrided Only | Photos |
| O | 0% Rust | 0% Rust | 0% Rust | See Figure 1 |
| 12 | 75% Rust | 5% Rust | 0% Rust | |
| 24 | 85% rust | 12% Rust | 1% Rust | |
| 36 | 90% Rust | 18% rust | 1% Rust | |
| 48 | 90% Rust | 20% Rust | 2% Rust | |
| 60 | 90% Rust | 25% Rust | 2% Rust | |
| 72 | 95% Rust | 30% Rust | 3% Rust | |
| 84 | 96% Rust | 40% Rust | 5% Rust | See Figure 2 |
| 96 | 96% Rust | 50% Rust | 5% Rust | |
| 156 | 98% Rust | 75% Rust | 8% Rust | See Figure 3 |
| 156 | See Figure 4 Micrograph of Oxynitrided Specimen |
Conclusions:
- A Nitrided only part will improve corrosion resistance of H–13 steel by more than 50 % in the short term and more than 25 % over a long period of use.
- An Oxynitrided H-13 steel part processed in a vacuum furnace will greatly improve corrosion resistance by more than 90 % over a long term of application.
- It is anticipated that further improvements in corrosion resistance can be achieved on an Oxynitrided part with the additional application of polymeric anticorrosion coatings or corrosion inhibiting oils. Future testing will continue to confirm these expected improvements.
- Examination of the Oxynitrided part microstructure revealed no indication of corrosion attack.
Although there are certainly many advantages of the Oxynitriding process using the vacuum furnace, the prime result is to be able to consistently achieve the desired Nitrided case depth and white layer control and to be able to add extended corrosion resistance to the product in one continuous cycle. There is no need for other equipment or a second step in the process. The cycle is a relatively low temperature process (typically 950 – 1000° F) and thus greatly minimizes the possibility of part distortion. The vacuum furnace application of the Oxynitriding process allows for precise, shorter, and repeatable cycles resulting in high quality parts exhibiting unique surface attributes all produced in a non-contaminating Green environment.
In summary, specific advantages of the Oxynitriding Process in a vacuum furnace include:
- Vastly improved corrosion resistance.
- Significantly improved wear resistance, particularly sliding-contact wear.
- Improved fatigue strength.
- Aesthetically pleasing dark gray/black finish.
- Significantly higher surface hardness for long durable service life.
- Confidence that the process is reliably repeatable owing to the precise controls of the vacuum furnace.
- Can be considered as a replacement for expensive plating requirements.
[1]. Don Jordan; Harry Antes, Vacuum Gas-Nitriding Furnace Produces Precision Nitrided Parts, Published in ASM Heat Treating Progress, September 2009
[2]. Totten, George, Steel Heat Treatment; Metallurgy and Technologies, CRC Press, Boca Raton, 2007, 496.
Author: Don Jordan; Vice President / Corporate Metallurgist