Tech Downloads
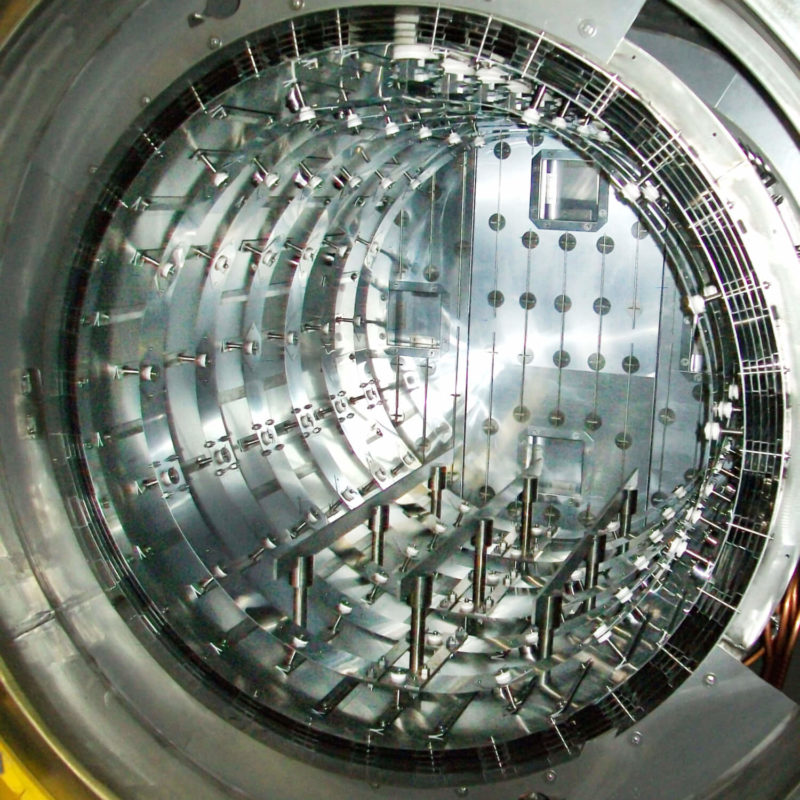
The Returning Need For the All-Metal Vacuum Furnace Hot Zone and Specific Application Advantages
In this article, we will highlight some of the essential design requirements needed to provide the proper all-metal furnace for these critical applications.
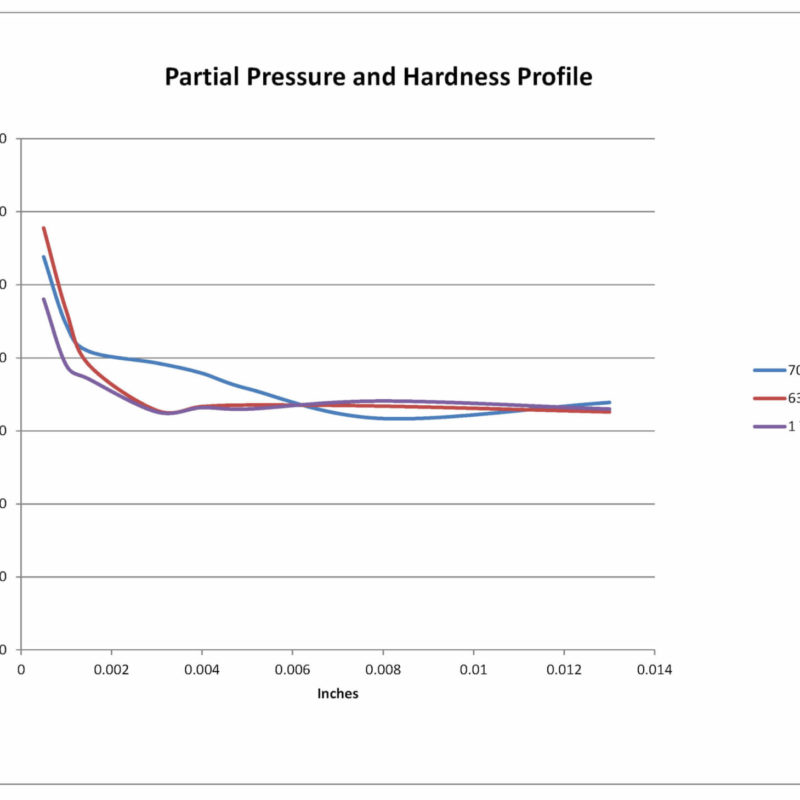
Gas Nitriding of Titanium
This preliminary study revealed that the partial pressure of nitrogen when gas nitriding Ti-6Al-4V in a vacuum furnace can have a significant effect on the nitrided case characteristics.

Copper Evaporation During Low Pressure Carburizing
Low pressure carburizing (LPC) in a vacuum furnace is increasingly the preferred method of case hardening aerospace gears, with some alloys like Ferrium C61 and C64 have been designed specifically for LPC.

Understanding Vacuum Furnace Temperature Measurement Issues
The objective of this paper is to provide technical information relating to vacuum furnace temperature measurement issues covering a variety of subjects.

The Use of a Residual Gas Analyzer (RGA) to Determine Differences in Graphite and All-metal Hot Zone Vacuum Operation
Many vacuum furnace processes require a very deep vacuum and minimal residual carbon gas in order not to contaminate the final product.
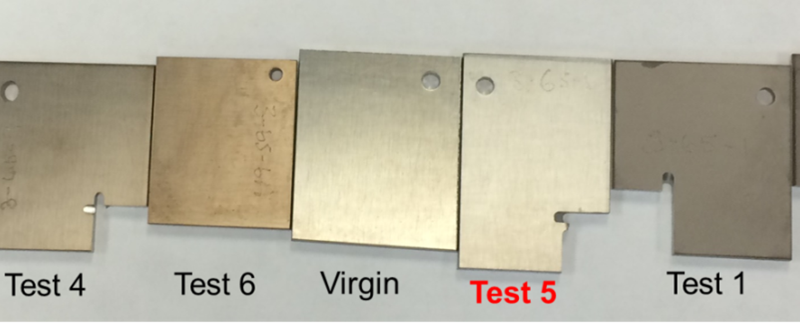
Minimizing Alpha Case During Vacuum Furnace Heat Treating
Understanding detrimental alpha case formation during heat treatment of titanium parts is increasingly important as titanium use in aerospace and medical applications continues to grow.

Using Vacuum Furnaces to Process 3D-Printed Parts
Vacuum heat treating is a crucial step in the additive manufacturing process cycle to meet required part quality specifications.
Retiring Paper-based Maintenance Systems in Commercial Heat Treating Shops
A presentation by Solar's Roger Jones given at the ASM's Heat Treat 2015 trade show about transitioning to paperless maintenance logging.
Vacuum Furnaces Were Made For Additive Manufacturing
A presentation by Solar's Bob Hill given at the ASM's Heat Treat 2015 trade show about the relationship between vacuum heat treating and additive manufacturing.

Minimizing Titanium Alpha Case During Vacuum Furnace Heat Treating
A presentation by Solar's Don Jordan given at the ASM's Heat Treat 2015 trade show about reducing alpha case on titanium parts when heat treating in a vacuum furnace.